Bulk ore sorting, sometimes called bulk diversion is on the minds of a number of top tier miners today and at the heart of this is scanning based on different types of sensor technology. Bulk ore sorting is generally the most cost effective technique to upgrade conveyed flow quality as elemental composition measurement can provide ore grade, deleterious content, mineralogy correlations, and other processing parameters (such as ore hardness indicators, clay content) in a single pass following primary or secondary crushing. Suitable measurement accuracy can be achieved independent of rock size, belt speed, segregation or layering, presence of dust or surface coatings, and moisture content through customised configuration and performance enhancements if needed.
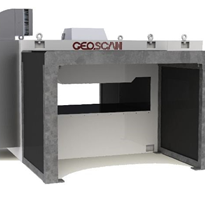
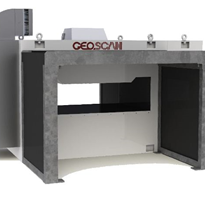
Two options are Prompt Gamma Neutron Activation Analysis (PGNAA) and Pulsed Fast Thermal Neutron Activation (PFTNA) for continuous, online bulk mined ore analysis, which are now being applied in sorting projects. The leading supplier of PGNAA to the minerals sector is Scantech, based in Adelaide, Australia. Its GEOSCAN-M is a high-performance elemental analyser utilising Prompt Gamma Neutron Activation Analysis (PGNAA) to measure the elemental composition continuously in real time, through the full conveyed cross section so that the entire flow can be representatively measured. Unique advantages of the GEOSCAN-M are that it is proven on belts containing steel cords and chlorine (such as FRAS rated belts used underground) and on ores such as potash containing high chlorine levels or those with rare earth elements.
The GEOSCAN can be configured to measure over shorter or longer time increments depending on the application. Where bulk sorting is required, short analysis, say every 30 seconds, allows for a minimal sorting increment mass, whereas for blending purposes a longer measurement time of say five minutes may be appropriate. Typically results are reported every 1 or 2 minutes. The GEOSCAN-M has a patented no belt contact design and has no wear components, ensuring minimal maintenance requirements as well as complete safety through careful design of the shielding and access. Except in a few jurisdictions, no isolation area is required around the GEOSCAN-M during normal operation.
Henry Kurth, Scantech’s Minerals Consultant, told IM that bulk diversion (bulk ore sorting) requires a flow diversion process to be activated by the plant control system using real time GEOSCAN-M measurements. Delay time between GEOSCAN and diverter is taken into account so that each increment is diverted as accurately as possible. Low quality material can be rejected entirely so it is not processed, or diverted to a stockpile. Only high specification analysers have proven effective for bulk ore sorting as very short measurement times with good measurement accuracy are needed to optimise selectivity (
One of the global miners at the forefont of bulk ore sorting, utilising MMD systems consisting of a grizzly, feeder, mineral sizer, conveyors, diverter, stackers & associated equipment, is Anglo American. It has been trialling several sensor technologies in the past two years, and had selected GEOSCAN-M for evaluation at its three main bulk ore sorting sites, namely Mogalakwena platinum mine in South Africa, its Barro Alto nickel operation in Brazil and the El Soldado copper mine in Chile. Since the initial sensor acquisitions it has also gone on to invest in additional units. PGNAA and PFTNA are the key sensor technologies in Anglo’s ore sorting program and it has also purchased CNA3 cross-belt analysers from Malvern Panalytical that use PTFNA, as well as using some XRF technology.
Elsewhere in the world, underground copper and gold block cave mine New Afton is using GEOSCAN-M for active grade management diverting (every 8 t) low grade material from the conveyed flow to surface (from 1,000-1,300 t/h flows) and stockpiling the low grade material for potential processing in future. It had also evaluated XRF for conveyed quality measurement but this was not successful.
In Australia, Newcrest’s Cadia gold and copper mine has the GEOSCAN-M operating and is receiving results every 30 seconds on a 4,000 t/h flow. They were looking to utilise the analyser data in a number of ways, not just bulk ore sorting. Newcrest has since bought another GEOSCAN-M for evaluation for bulk ore sorting at a gold focussed site. GEOSCAN-M can measure gold directly in conveyed flows over longer time increments but for bulk ore sorting uses proxies for gold where available.
Scantech told IM it has now sold GEOSCAN-M analysers (additional to those mentioned above) to copper mines in Canada, Peru, Chile and Australia for 30 second measurement at 0.02% Cu precisions. Some are for bulk ore sorting with others for evaluating 30 second measurement data to understand ore variability in real time including for feed forward control. Scantech has experience using GEOSCAN-M in bulk ore sorting of iron ore going back to 2008, where a third of a site’s product is diverted to bypass unnecessary processing. It saves them $6-7 million/y in beneficiation costs. Payback for all of their 19 GEOSCAN-M units used throughout their flowsheet was well under 18 months.
Going back further, Scantech started out selling on-belt analysers for bulk sorting and other applications in coal since the mid-1980s. By 1991 IEA Coal Research estimated there were 23 analysers being used for coal sorting. Since then many more have been installed. In the late 1990s, Scantech supplied natural gamma analysers to a gold operation in South Africa for waste conveyors. When the uranium content spiked the site knew through the close uranium to gold relationship that there was ore on these belts and they diverted those segments of flow to the process plant to recover the gold. Paybacks were achieved in a matter of weeks.
Kurth told IM that bulk sorting aside, other GEOSCAN-M applications include ore reconciliation, ore blending, product blending, sinter basicity control, feed forward plant control, metal accounting, and general quality monitoring. The advantage is the availability of representative, accurate, real time compositional measurements every 30 seconds to every 2 minutes.
And in addition to GEOSCAN-M, Scantech TBM moisture analysers have also been in high demand due to proven performance in multiple industries and commodities for reliable moisture measurement on a second by second basis. In mining this has proven beneficial in measuring plant feed to determine dry tonnes, moisture content control in dust management, dryer and filter performance optimisation and TML monitoring.
Lastly, Scantech recently released its new SIZESCAN PSD analyser which is a next generation on belt particle size analysis system. It was developed by COREM in Quebec and incorporates 3D infrared camera technology that improves particle recognition through advanced algorithms. This overcomes segmentation limitations of existing 2D digital camera systems which also require dust and lighting controls which add to install cost and ongoing maintenance. SIZESCAN does not have any ongoing software licences fees or data access costs and, like all Scantech’s analysers, data is owned by the client. The SIZESCAN also measures the conveyed volume accurately as well as belt speed and can be used for mass flow measurement using material bulk densities, or can utilise the PSD data to adjust bulk density input. GEOSCAN-M, TBM and SIZESCAN can all easily be installed together within a 5-10 m section of a conveyor.





-160x160-state_article-rel-cat.jpg)


-160x160-state_article-rel-cat.png)






-160x160-state_article-rel-cat.png)