Traditionally it has often been the last of the processes to have instrumentation applied; despite the fact that proper control can both preserve energy and save money as well as reducing the risk of breaching discharge consent through accidental sludge discharge.
This following discussion focuses on secondary or final settlement although much of the discussion would be equally relevant for primary settlement systems.
By running pumps only when required and ensuring the sludge has the optimal moisture content for dewatering systems, plant operators can lower energy bills, reduce maintenance routines and gain better visibility of the final stages of the overall treatment process.
Sensors used to control this stage have not only reduced in price and increased in reliability, but modern multiple input controllers are also capable of taking these inputs and handling the direct control of the pumps in a local network. This enables plants to retrofit these systems without the cost of fully integrating them into the SCADA system.
First we need to understand how sludge control can help - and to do this we need to understand the problems with current methods.
Why monitor sludge?
There are 3 issues that affect the sludge treatment process:
1. The first and most critical from an environmental standpoint is ensuring that under no circumstances the level of sludge in a tank is allowed to rise and overspill into the discharge channel. Although final effluent monitors will of course detect this - it will only be after the fact.
2. The second area of concern is ensuring that sludge pumps at the base of settlement tank are not running more often that required, or for longer than needed. This is not only a maintenance concern but also a key area for energy saving, with its associated carbon footprint and cost implications.
3. Finally, the concentration of the sludge reaching the dewatering plant will have a direct impact on the efficiency of the processes used to remove the excess moisture – the lower the concentration the more energy and time required to bring the solids water content down to a level suitable for removal.
Current controls
The most typical sludge monitoring practice usually involves the manual measurement of the sludge tanks to ensure excess build up is not occurring, a timed switch for the pumps based on historic data, or just the plant manager's gut feeling.
While experienced, site specific staff will have a great knowledge of a plants workings and can often tell a great deal from the manual readings that they take, in modern day work environments staff have a great number of tasks that call for their attention. For this reason it is not uncommon for readings to be missed or rushed, increasing the chance that the reading is taken inaccurately.
Imagine for a moment that this same incomplete or incorrect dataset was originally used to set the timed pump cycle for draining the tanks and then you start to see how easily errors can become compounded within even the most straightforward processes.
Even the best timer-set pump cycle will at some stage, due to inflow changes or settlement rate variations, fail to capture the ideal window for sludge movement.
- At one end of the spectrum the sludge will not be pumped for long enough leaving more in the tank than required - in time this will lead to a build-up and unless caught (through manual measurement) a discharge of sludge to the effluent channel.
- In contrast, sludge is pumped for too long, increasing the excess liquid pulled into the dewatering plant. This not only increases the time and energy used in the drying process but it will also, in many applications inhibit the precipitation of sludge in the settlement tank - slowing the rate of build-up and as a consequence, perpetuating this faulty process on each pump cycle thereafter.
Simple solutions
In most applications 2 simple measurements can eliminate the uncertainty and hand-back control to the operators
Sludge level monitors
The first is to locate the sludge level in the settlement tank. There are various options available for this, but they fall into 3 distinct groups:
1. Fixed Point Sensor - either a single or dual level switch is used to control the sludge pumps when the blanket reaches the sensor - usually an Infra-red (IR) gap. In the case of the more popular dual switch arrangement:
- High / Low - Allows the high sensor to switch on the pumps, while a second low sensor switches the pumps off once the desired level is reached. The pumps are entirely controlled by the actual sludge blanket level rather than timers, although constant immersion of the low sensor in the sludge blanket leads to sludge build-up, which often requires routine manual cleaning.
- High / High - Along with the pump ON Switch, a second sensor acts as fail-safe should the pump (or 1st switch fail). If the sludge reaches this second level the intake to the settlement tank is stopped to prevent an overspill to the final effluent until the problem can be identified.
2. Continuous Direct Measurement - A sensor is lowered into the tank by a mechanical cable drum. Once the sensor reaches the blanket (based on its preset suspended solids set point) it will track the blanket through the tank providing a continuous level output. Given the sensors contact with the sludge, various self-cleaning methods are often required.
3. Continuous Ultra Sonic Measurement - An ultra sonic sensor is placed at the top of the tank and the sludge blanket is profiled. The unit detects the blanket level by looking for the correct peaks in sound speed reflection. A small wiper on the face of the sensor provides the required cleaning – although as the units are installed away from the blanket, this is often not required.
The key advantage to uItra sonic systems over IR is that as well as a continuous level measurement the units also provide a continuous profile recording. Unlike IR sensors however they are more frequently confused by multiple "floc" layers or floating layers within the tank. New software on some models has overcome these problems and can even lead to the ability to monitor multiple interfaces within a single tank, something IR systems are not capable of doing.
Sludge density monitors
The second device required for effective sludge control is a sludge density sensor. This sensor is placed in the pipeline after the settlement tank but before the dewatering process.
By measuring the density of the sludge being pumped to the dewatering process, it is possible to ensure that the plant's dryers are working at their greatest efficiency.
The sludge pumps can be controlled to switch off either when the sludge in the tanks reaches a preset limit or when the density in the pipe drops below the ideal concentration (often around 2 per cent solids or 20,000mg/l).
There are typically 2 different types of pipeline sensor:
Optical units - usually specialised infrared suspended solids sensors that are inserted directly into the pipe work using a ball valve mechanism to allow removal for cleaning or maintenance without interrupting the process.
Ultrasonic systems - these are usually flanged, fitted sections of pipe work with ultra sonic sensors built in, (that can be withdrawn for maintenance) or clamp on units that are fixed to the outside of the pipe work.
Control
Alongside the sensors it is also necessary to ensure that the readings are processed and control programmes are set up to switch pumps on and off and alert staff of any issues. While most sensors and transmitters can be connected to a plants SCADA system, modern monitors are more than capable of directly taking the sensor measurements and controlling the pumps directly through built in relay switches.
This saves installation costs as retro-fitting of existing plants doesn't require hardwiring the new sludge control systems directly to the Plant SCADA system – often located some distance away.
However radio modems and other wireless forms of transmission are making even this problem a thing of the past - a subject that requires a separate article all to itself!
Conclusions
Pumps and sludge dryers use power and require maintenance – both of which impact on a plant's cost structure and carbon footprint. Overspill of sludge to final effluent breaches environmental consents, risks fines from regulators and creates a serious PR headache for the water company involved.
Full sludge control systems typically cost $5,000 - $20,000 per tank depending on the sophistication of the sensor setup. The use of modern multiple input controllers and local control functions mean, even with the cost of installation factored it would be unusual for a standard 4-tank setup to cost more than $15,000 to $50,000. Considering that these systems can reduce sludge pump use and dewatering energy consumption by around 10% and 30% respectively it is easy to see how the systems can pay for themselves within 12 months.
Alongside the pure capital savings, these systems give plant operators greater visibility of the final stages of their process, reduce the chance of sludge overspill and free up site staff to concentrate on more labour intensive areas of the treatment process.
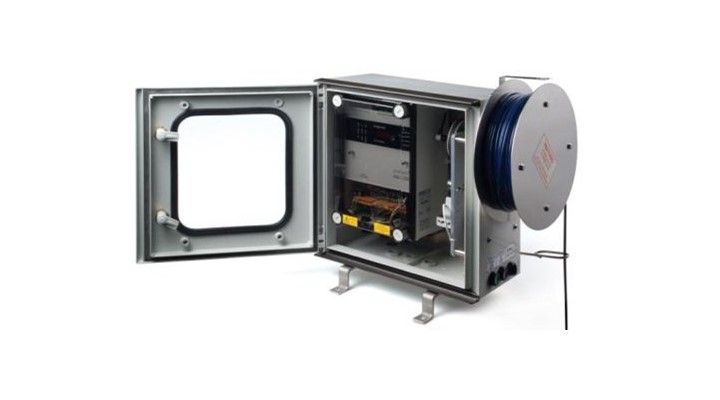
Pictured:
- Partech ASLD2200: The ASLD2200 is a fully automatic sludge blanket level detector designed for the water and waste water industry. It utilises a servo-driven sensor which continually tracks the settled interface with the sensor at the very top of the interface zone.