Manufacturers’ Monthly spoke to Fluidsentry operations manager Jason Hodges, on how monitored valves technology helps eliminate workplace accidents during hazardous operations.
While setting up any production line, the most important objective is to protect the health and safety of the people working in the plant.
People are particularly vulnerable while performing tasks such as maintenance, repairs, installation, or service operations that require them to step in the path of the production line.
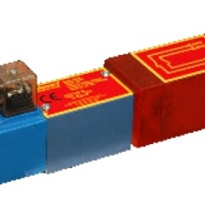
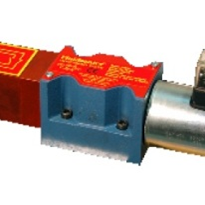
Fluidsentry’s monitored pneumatic and hydraulic valves are key components in safety related parts of fluid power control systems.
The company’s monitored valve technology is primarily designed as an interface between the fluid power operation of a machine
and the electrical safety circuits, monitoring gates, guard and emergency stop circuits.
Fluidsentry valves are used to eliminate workplace accidents and ensure machine operators are kept safe especially during the most hazardous operations.
“Our main objective is to prevent machine operators from losing fingers or other body parts while intervening with machine operations,” Fluidsentry operations manager Jason Hodges told Manufacturer’s Monthly.
“Our products interlock with other safety devices, such as light curtains, and act as the link between the machine and the operator to ensure that the machines are de-energised and are safe for access.”
Fluidsentry operations manager Jason Hodges displays the new PX2M ½” pneumatic safety valve system, which the company will launch in June 2018.
Meeting safety standards
The story of Fluidsentry began in 2001 when founder Murray Hodges noticed the challenges system designers were facing in meeting safety requirements with regard to the integrity of fluid power safety control systems.
While there were a number of products available in Europe and Australia for safety applications, the manufacturers could not demonstrate compliance with the key standards that outline the requirements for the safety related parts of control systems.
“There were many electronic safety devices in the market but nothing that could safely interlock with pneumatic or hydraulic devices,” Jason Hodges said.
So, Fluidsentry developed its first monitored pneumatic safety valve, using positive driven high precision safety switching for the monitoring function, which is a global first solution.
Since then, Fluidsentry has continued to expand the range of its monitored hydraulic and pneumatic valves to assist industry in complying with AS4024.1 and ISO 13849 requirements.
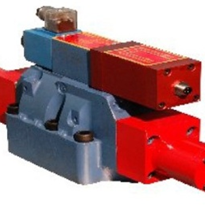
Fluidsentry currently manufactures a wide range of hydraulic and pneumatic monitored safety valves, with the pneumatic products covering a range of 1⁄2”, 3⁄4” and 1” valves and the hydraulic models in the Cetop 3, Cetop 5, Cetop 7, and Cetop 8 sizes to cover almost all industrial applications.
While Fluidsentry is currently targeting the food and beverage industry, Hodges says their products have applications in a wide range of industries.
“We were supplying many units to automotive manufacturing companies, including Toyota, Holden and Ford, before they were shut down. We have also worked closely with the Australian Nuclear Science and Technology Organisation (ANSTO), Coca-Cola Amitil, Carter-Holt Harvey, and Bluescope Steel.”
Ever since the car manufacturers shut down their production in Australia, Fluidsentry has focused on expanding its exports, which currently account for about 45 per cent of the company’s sales.
Focus on durability
Durability of products is something that Fluidsentry prides itself on. “We’ve been around for about 17 years and servicing our existing units is only now becoming a growing sector for us. Our units have been working for many years without requiring any major repair,” Hodges said.
“Our valves have a lifetime of 10 million cycles, which is up to five times higher than the average lifetime of comparable products in the market. Our products are all made by hand and under stringent quality checks.”
After sales service includes Fluidsentry providing servicing for purchased units, where they are serviced and reinstated to certified standard.
“We don’t often have valves returned for repair, but would recommend a service every five years, depending on the application and the environment it is installed in,” Hodges said.
Efficiency in operations
While safety is the main objective in using monitored safety valves, Fluidsentry’s customers have also been able to increase efficiency using their products.
“Some of our customers have reported increased efficiency using our valves, mainly in the area of maintenance, as the maintenance person accessing the machine would require less time to carry out the lockout-tagout procedures,” said Hodges.
“Some of our customers also used our valves in zoning their equipment, so if errors occur in a part of their production line, they’ll be able to shut down certain sections rather than the whole production line.”
Fluidsentry offer their products as a “plug and play” package, to make sure that the clients have everything they need to install
the product.
“For example, if you purchase our new PX2M model, which is a dual 1⁄2” pneumatic valve unit, Fluidsenty has taken it one step further to now include a lockout- tagout valve and a filter regulator, in addition to their standard inclusions,” Hodges said.
Fluidsentry will be launching the new PX2M 1⁄2” pneumatic safety valve system in June 2018.