
Comparison study of airborne particulate concentrations produced by vapor abrasive blasting vs. dry abrasive blasting
Executive Summary
Graco, Inc. retained AES' services to conduct an air monitoring study for the purpose of generating comparisons of airborne dust levels generated by the use of two different abrasive blasting methods.
Over the course of three days multiple air samples were collected in the vicinity of the EcoQuip EQ-300S vapor abrasive blasting machine and a commonly used competitor's dry blast model. The study was designed to collect triplicate airborne dust samples during multiple, randomly ordered runs using all possible combination of the two abrasive blasting machines, three different blasting media (garnet, glass bead and coal slag) and one blasting target (a steel plate). The abrasive blasting tests were conducted in an enclosed room that is attached to a warehouse owned by Graco, Inc.
AES collected triplicate air samples at fixed locations around the abrasive blasting nozzle during each test run. Samples were submitted to an accredited laboratory to be analyzed for total airborne particulate concentrations. Laboratory analysis of samples indicates that average airborne particulate concentrations were lower when using the EcoQuip vapor abrasive blasting equipment than those produced by the competitor's dry blast equipment when used under the test conditions of the study.
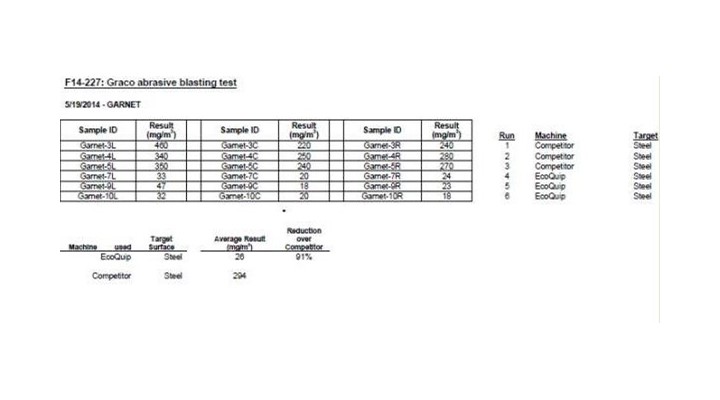
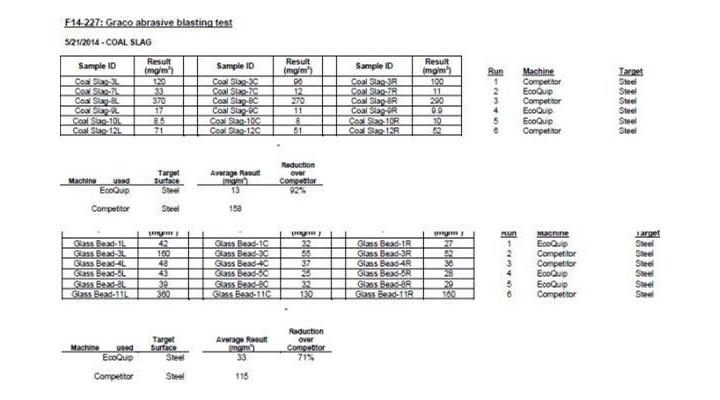
In the case of garnet and coal slag blasting media, reductions in weight of total airborne particulates generated were 91 per cent and 92 per cent, respectively, compared to the competitor's machine. When compared to the competitor's machine while using the glass bead abrasive medium, the EcoQuip yielded a 71 per cent reduction in airborne dust. These numbers support the idea that a substantial portion of the cloud observed when using the EcoQuip equipment is, in fact, water mist.
Equipment
Abrasive Blasting Equipment
Two abrasive blasting machines were used during this study. An EcoQuip EQ-300S abrasive blasting machine mixes water with the blast medium during abrasive blasting. For comparison to the EcoQuip, a commonly used competitor's model was selected.
Each of the machines was set up within the warehouse area, with hoses connecting the machines to blast nozzles routed through an overhead door opening into the garage. Within the testing room, Graco had built a metal framework upon which blasting and sampling equipment was attached in order to assure repeatability of the experiments.
Sampling Equipment
AES used high flow electric air sampling pumps to collect samples of airborne particulates. Samples were collected on pre-weighed PVC filters that were mounted in 37mm diameter, two-piece plastic sampling cassettes.
Samples were collected with the cassettes in the "closed-face" configuration, with end plugs removed. The pumps and sampling hoses were attached to the framework at three locations around the vice mounting rail. Air-sampling cassettes were attached to the end of the sampling hoses, and positioned at a height of 40" above the height of the blasting nozzle.
The "left" sample cassettes were positioned 16" behind the left end of the nozzle-mounting rail, the "center" samples were positioned 48" behind the center of the rail and the "right" samples were positioned 16" behind the right end of the nozzle-mounting rail when viewed facing the blasting target. Sample collection locations were not changed throughout the course of the study.
A TSI DustTrak was used to measure airborne dust levels in real time between test runs, ensuring that the air was adequately clean in order to avoid contaminating the following set of samples.
Procedures
One blasting medium was tested on each of the three days of the study. Garnet was used on May 19, glass bead was used on May 20 and coal slag was used on May 21, 2014. Each of the days was to entail three separate periods of abrasive blasting using each of the two abrasive blasting machines against a steel plate. The order in which the six test runs occurred on any given day was taken from a previously generated random list.
The blast nozzle for the selected abrasive blasting machine was clamped into a vice and aimed at a 300 angle to the target surface. The equipment-supporting framework was positioned with the end of the nozzle 24" away from the surface. AES place air-sampling cassettes on the pumps' hoses. Pumps were turned on and each cassette was calibrated to an initial flow rate of 5.0 liters of air per minute using a precision rotameter that had been calibrated against a primary standard within the preceding 12 months.
AES recorded the sampling start time and initial flow rate. Graco employees started the traveling vice mechanism, exited the garage, closed the doors to the garage and started the selected abrasive blasting machine. Air sampling pumps were initially run for 20 minutes (to collect a minimum 100 liter sample) for each combination of machine and target surface.
At the end of the sampling period, blasting machines were turned off and test room doors were opened. AES re-checked the flow rate of each of the samples. Pumps were turned off and AES recorded the time and final flow rate.
Cassettes were removed from their hoses, and closed with the end plugs. Samples were visually evaluated for overloading, and sampling times were decreased as needed for subsequent samples of that particular machine on that day.
At the completion of each test run, Graco employees opened the overhead doors on both sides of the test room and cleaned the walls and floor with scrapers, shovels and brooms. They also set up equipment in the configuration required for the next test run.
A HEPA-filtered air cleaner was place in the test room and turned on. Following cleaning of the test room and setting up equipment for the next test run, AES tested airborne particulate concentrations in the test room using a TST DustTrak monitor which provides real-time results of airborne dust concentrations in units of milligrams of particulate matter per cubic meter of air (mg/m3).
When airborne particulate concentrations in the test room were sufficiently low to effectively eliminate the possibility of contaminating subsequent air samples, AES informed Graco that they may begin the next test run. The doors were closed, new sampling cassettes were placed and calibrated, and the process was repeated using the next configuration on the random list. AES sought to achieve airborne dust concentration between test runs of 0.15 mg/m3, or one per cent of OSHA's 15 mg/m3 Permissible Exposure Limit (PEL) for total particulates.
This level or better was achieved following all test runs except two, where two per cent of the PEL or better was achieved. The equipment-supporting framework was raised or lowered on the second and third day of sampling to prevent excessive abrasion to target surfaces. The locations of air sampling cassettes were fixed to the framework, and raised or lowered along with the blasting nozzle, maintaining the same relative positions throughout the entire study.
Sample Analysis
As air samples were collected and sampling data recorded, sealed samples were placed in a plastic bag. A chain of custody form was filled out with sample IDs and sampling data. At the completion of the air sampling portion of the study, all samples and their COC forms were submitted to an AIHA accredited laboratory for analysis. Samples were analyzed according to NIOSH Method 0500.
Observations
At the conclusion of each test run using the competitor's dry abrasive blasting equipment, a substantial amount of dust was observed in the air, but one could generally see across the width of the room. At the conclusion of each test run using the EcoQuip equipment, often one could not see more than one foot into the garage when the door was first opened.
But the room cleared quickly and sampling cassettes collected during the EcoQuip runs had wet filters, and appeared less loaded with dust than those produced during the competitor's runs, indicating that the cloud observed upon opening the test room door was water.
Sample Results and Conclusions
AES entered laboratory results into three spreadsheet tables, separated by the type of abrasive medium used on each of the sampling days. Average airborne particle concentrations were calculated for each abrasive medium / blasting machine combination. In each of the various combinations, the EcoQuip equipment produced average particle concentrations lower that of the competitor's model.
In the case of garnet and coal slag blasting media, reductions in weight of total airborne particulates generated were 91 per cent and 92 per cent, respectively, compared to the competitor's machine. When compared to the competitor's machine while using the glass bead abrasive medium, the EcoQuip yielded a 71 per cent reduction in airborne dust. These numbers support the idea that a substantial portion of the cloud observed when using the EcoQuip equipment is, in fact, water mist.
Air samples collected during EcoQuip test runs on May 20, 2014 (glass bead medium) yielded reasonably consistent results from one test run to another. Samples collected during the competitor's test runs produced extreme variations in concentrations. AES did not observe anything unusual that might account for such variations, and can offer no explanations for the disparity at this time. If all of the competitor's test results fell in the range of the highest levels measured on that day, airborne dust reduction by use of the EcoQuip machine would be on a similar order to that observed on the other two days.
Please see charts in image gallery.