Not only is this an expensive and time consuming process but the time taken to provide the result means that the information is only of historical value. During the time interval between taking the sample and reporting the result, operational conditions may have changed so that the reported result is no longer valid to the changed conditions.
Applications
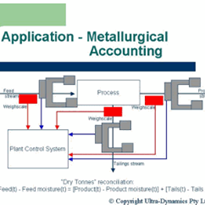
The ultraMOIST On-Belt Moisture Measurement System now allows the accurate measurement of moisture in realtime. This ready availability of moisture information allows proactive process control actions. The information can be used in a number of ways including:
- metallurgical/process accounting
- diverting excessively moist material away from vulnerable downstream processes
- feedback control to a dryer circuit
- feed forward/back control to spray bars for dust control
- product nett weight monitoring for quality control purposes
- product moisture/dry mass contract compliance
- etc., etc.
The microwave moisture technique has been found to be suited to a wide range of non-conducting materials including; coal, wood flake, bauxite, sugar, bagasse, sand, mineral sands, foods, chemicals, etc. etc.
Techniques Available
There are a number of technologies that have been used for the moisture measurement including:
- Microwave Transmission
- Near Infra Red (NIR)
- Capacitance
- Conductivity
Of the technologies available, near infra red and microwave transmission techniques have probably been the most widely adopted. This is because the limitations of the other technologies preclude their use in a number of applications. Of these two technologies, the microwave transmission technique has significantly fewer limitations compared to NIR:
Competitive Advantages Compared to Near Infra Red Technology:
|
Potential Limitation |
ultraMOIST |
Near Infra Red |
|
Vertical segregation |
Unaffected – beam penetrates full bed of material |
Reflectance technique from surface molecules only |
|
Sample presentation |
Unaffected by position of material |
Distance of material surface to receiver important |
|
Colour |
Unaffected |
Significant effect |
|
Ambient lighting |
Unaffected |
Requires shielding |
|
Wear |
No moving parts |
Mechanical filter system |
|
Presence of steam |
Unaffected |
Can cause interference |
|
Dirty atmosphere |
IP65 enclosures |
Window requires to be kept clean |
|
Technical support |
Excellent - Australian design and manufacture |
Imported technology |
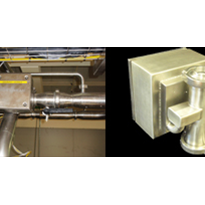
The Microwave Moisture Measurement Technique
The moisture content of the material is determined by measuring the transmission of a microwave beam through the process material. This beam is emitted from a transmitter located in the lower arm of the Measurement C-Bracket located under the conveyor belt. The transmitted microwave signal is detected by the receiver located in the upper arm of the Measurement C-Bracket. The effect on the microwave signal by the material it passes through is recorded and used in the determination of the moisture content.